
Skipping steps please help.
Quote from mjhall29 on February 7, 2021, 7:41 pmI have had my Mini Gerbil for just over a year but due to other things haven't used it much.
I have just started to play with it and have issues with step skipping when moving fast.
I reduced the acceleration on the Y axis from the as new 3000 to 1000. this has helped but not cured the issue.
My K40 when set in Lightburn to fill and line, will do the fill fine when it changes to line where the y axis has to move faster it skips steps so fill and line are not lined up.
I am going to fit a 24v power supply to get rid of any power issues today, could it be the stepper driver if so what is the best replacement to fit.
If not the stepper driver what else is it likely to be.
The set up is a K40 with mini Gerbil, the standard blue power control. The original front digital control pad has been removed. I will be fitting a second 24V 14A power supply today.
Regards
Martin
I have had my Mini Gerbil for just over a year but due to other things haven't used it much.
I have just started to play with it and have issues with step skipping when moving fast.
I reduced the acceleration on the Y axis from the as new 3000 to 1000. this has helped but not cured the issue.
My K40 when set in Lightburn to fill and line, will do the fill fine when it changes to line where the y axis has to move faster it skips steps so fill and line are not lined up.
I am going to fit a 24v power supply to get rid of any power issues today, could it be the stepper driver if so what is the best replacement to fit.
If not the stepper driver what else is it likely to be.
The set up is a K40 with mini Gerbil, the standard blue power control. The original front digital control pad has been removed. I will be fitting a second 24V 14A power supply today.
Regards
Martin
Quote from dancolwp1974 on February 7, 2021, 8:01 pmHi Martin,
could you please read https://awesome.tech/k40-forum/topic/random-cuts/#postid-1925
and let me know your thoughts? Many of the recommendations apply to your post too.
Because we're talking about mechanical aspects here, it's very appropriate to include a photo of your machine so I can see if you've got extra weight loaded onto your laser head/gantry.
Regards,
Dan
Hi Martin,
could you please read https://awesome.tech/k40-forum/topic/random-cuts/#postid-1925
and let me know your thoughts? Many of the recommendations apply to your post too.
Because we're talking about mechanical aspects here, it's very appropriate to include a photo of your machine so I can see if you've got extra weight loaded onto your laser head/gantry.
Regards,
Dan
Quote from mjhall29 on February 8, 2021, 12:43 amHi Dan,
Thanks for your reply.
I cant take a photo at the moment but I do have air assist with a 16gram 3d printed nozzle and a plastic cable chain to carry the silicon hose to the head. the belts are as tight as I have them on my core XY 3d printer, so not lose but not over tight. They are the original belts perhaps I should change them?
The only speed I have changed is $121 and I reduced that to 1000 to give less acceleration in the Y axis.
Today I have added a 15A 24V power supply to take all 24V load from the laser power supply.
The problem happens when I use fill and line in Light burn after the fill is complete the line commands seem to be using a super fast speed. I cant find any where I can adjust the line speed. I think that during the fill the Y axis is moving such a small amount that the axis never needs maximum acceleration, so is an issue, and after during any cutting operations the speed is again very slow so acceleration is no issue.
Since i started to play with the K40 again, I have toyed with the idea of replacing the XY axis with a better one but i want to get it running as stock axis first.
Regards
Martin
Hi Dan,
Thanks for your reply.
I cant take a photo at the moment but I do have air assist with a 16gram 3d printed nozzle and a plastic cable chain to carry the silicon hose to the head. the belts are as tight as I have them on my core XY 3d printer, so not lose but not over tight. They are the original belts perhaps I should change them?
The only speed I have changed is $121 and I reduced that to 1000 to give less acceleration in the Y axis.
Today I have added a 15A 24V power supply to take all 24V load from the laser power supply.
The problem happens when I use fill and line in Light burn after the fill is complete the line commands seem to be using a super fast speed. I cant find any where I can adjust the line speed. I think that during the fill the Y axis is moving such a small amount that the axis never needs maximum acceleration, so is an issue, and after during any cutting operations the speed is again very slow so acceleration is no issue.
Since i started to play with the K40 again, I have toyed with the idea of replacing the XY axis with a better one but i want to get it running as stock axis first.
Regards
Martin
Quote from mjhall29 on February 8, 2021, 12:48 amsorry last post should read
I think that during the fill the Y axis is moving such a small amount that the axis never needs maximum acceleration, so is NOT an issue,
sorry last post should read
I think that during the fill the Y axis is moving such a small amount that the axis never needs maximum acceleration, so is NOT an issue,
Quote from Paul on February 8, 2021, 5:20 pmHi Martin, the super fast line speed is the default max feed rate at $110 for X, and $111 for Y.
E.g. G0 X100 Y100 moves with default speed while G1 X100 Y100 F100 runs at 100mm/s (F parm)
Some laser programs like Lightburn allows you to set the max travel speed so you can leave $110 and 111 as is.
Let us know how you go,
Cheers, Paul
Hi Martin, the super fast line speed is the default max feed rate at $110 for X, and $111 for Y.
E.g. G0 X100 Y100 moves with default speed while G1 X100 Y100 F100 runs at 100mm/s (F parm)
Some laser programs like Lightburn allows you to set the max travel speed so you can leave $110 and 111 as is.
Let us know how you go,
Cheers, Paul
Quote from dancolwp1974 on February 8, 2021, 9:42 pmHi Martin,
any progress? If there's still an issue, please email through your image and a screen shot of your fill and burn Lightburn settings to our support email and ask that Paul test it.
Then we can now for sure what's going on.
Thanks
Dan
Hi Martin,
any progress? If there's still an issue, please email through your image and a screen shot of your fill and burn Lightburn settings to our support email and ask that Paul test it.
Then we can now for sure what's going on.
Thanks
Dan
Quote from dancolwp1974 on February 8, 2021, 9:50 pmAlso Martin, please advise which version of Lightburn are you using? Thanks
Also Martin, please advise which version of Lightburn are you using? Thanks
Quote from mjhall29 on February 9, 2021, 6:25 amHi,
Thanks for the responses,
After reading the topic you sent the link to i did change $111 from the pre-set value of 5000mm/s to 3000mm/s it did not seem to make it any better. maybe I should make it even lower.
lightburn is version 9.20.
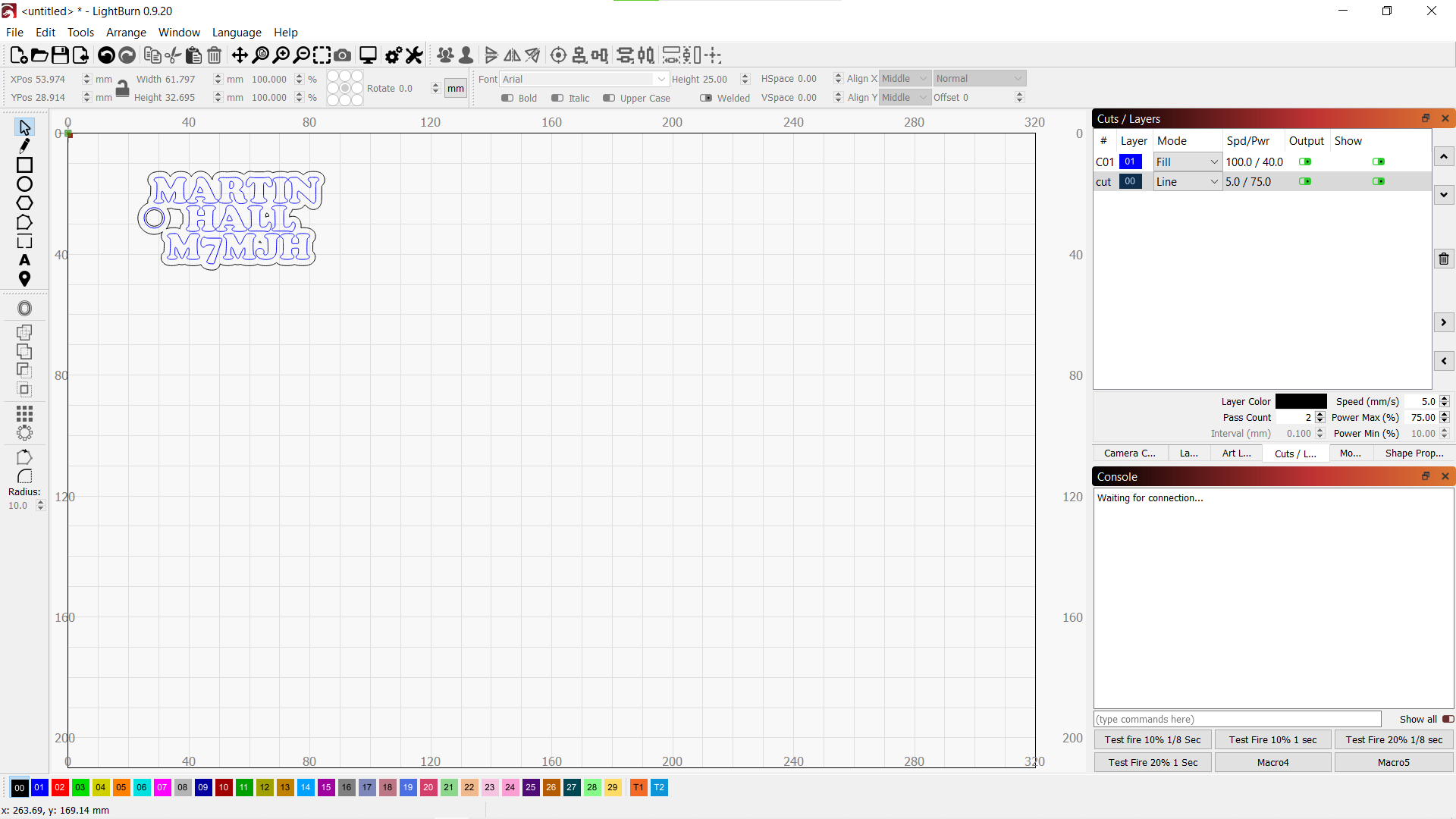
Not sure if the attached file is what you want me to send please let me know (and ignore me being an idiot)
Am i expecting to much from my little stock K40 bed? I have been reading quite a bit and it seems like the belts as supplied are not the best should I think about replacing them?
I have got to the conclusion its a mechanical issue I have. much as I would love someone to say this will fix it.
As I said before I am thinking about replacing the X Y axis's with a V slot system but i still need to read more first, some posts say the stepper motors need to be 0.9 degree others say they use the more common 1.8 degree version? I would like to know the best place to get the proper information to give me a chance. I want to use linear rails as when I changed them on a 3D printer I had it changed the printer from bad to good.
regards
Martin Hall
Hi,
Thanks for the responses,
After reading the topic you sent the link to i did change $111 from the pre-set value of 5000mm/s to 3000mm/s it did not seem to make it any better. maybe I should make it even lower.
lightburn is version 9.20.
Not sure if the attached file is what you want me to send please let me know (and ignore me being an idiot)
Am i expecting to much from my little stock K40 bed? I have been reading quite a bit and it seems like the belts as supplied are not the best should I think about replacing them?
I have got to the conclusion its a mechanical issue I have. much as I would love someone to say this will fix it.
As I said before I am thinking about replacing the X Y axis's with a V slot system but i still need to read more first, some posts say the stepper motors need to be 0.9 degree others say they use the more common 1.8 degree version? I would like to know the best place to get the proper information to give me a chance. I want to use linear rails as when I changed them on a 3D printer I had it changed the printer from bad to good.
regards
Martin Hall
Uploaded files:
Quote from dancolwp1974 on February 9, 2021, 11:07 pmYou're welcome Martin.
Some systematic thinking around testing different movement speed should help you get the most from your physical machinery. It's a complex area, basically mechanical engineering/physics.
I don't know of a place to get practical info at this stage... one day I will look into it and write a blog on 'hotrodding' K40's.
Regards,
Dan
You're welcome Martin.
Some systematic thinking around testing different movement speed should help you get the most from your physical machinery. It's a complex area, basically mechanical engineering/physics.
I don't know of a place to get practical info at this stage... one day I will look into it and write a blog on 'hotrodding' K40's.
Regards,
Dan
Quote from Paul on February 12, 2021, 11:03 amHi Martin,
I tested the fill and line both on the k40 and trotec. Normally I run separate jobs for fill and line but combined just works fine. It just does a horizontal followed by a vertical fill first. In separate jobs you have just horizontal fill.
Trotec fill and line https://youtu.be/Rb_gyZ4PbKw
K40 https://youtu.be/oHu1WNSXXus
https://youtu.be/YosFJ1nZ108
Is it possible you used a picture instead of text font? Note the SQR is build up with blocks so, outline does individual blocks which might be undesirable. Cheers Paul
Hi Martin,
I tested the fill and line both on the k40 and trotec. Normally I run separate jobs for fill and line but combined just works fine. It just does a horizontal followed by a vertical fill first. In separate jobs you have just horizontal fill.
Trotec fill and line https://youtu.be/Rb_gyZ4PbKw
K40 https://youtu.be/oHu1WNSXXus
Is it possible you used a picture instead of text font? Note the SQR is build up with blocks so, outline does individual blocks which might be undesirable. Cheers Paul

Quote from mjhall29 on February 14, 2021, 9:53 amI have tried it again with the same outcome. I must say I have never seen my K40 do vertical fill, its always done horizontal.
I can however use fill then go around it on a separate layer and do the line and it works.
As I said perhaps I was expecting too much from my machine.
When I get time (and my shed gets above 0 degrees Centigrade) I will replace the XY axis so will try it again then.
Thanks for your help.
Regards
Martin Hall
Martin Hall
I have tried it again with the same outcome. I must say I have never seen my K40 do vertical fill, its always done horizontal.
I can however use fill then go around it on a separate layer and do the line and it works.
As I said perhaps I was expecting too much from my machine.
When I get time (and my shed gets above 0 degrees Centigrade) I will replace the XY axis so will try it again then.
Thanks for your help.
Regards
Martin Hall
Martin Hall