
There are some settings in LightBurn that you might want to tweak in order to get the best out of both. This article describes how to configure LightBurn to get optimum results. The connection device you choose in new device is not critical. You can choose Gerbil or Grbl-M3 (uses just easy Gcode). Even the other profiles seem to work well. Note: pictures of LightBurn interface are old and might differ in the more up to date versions.
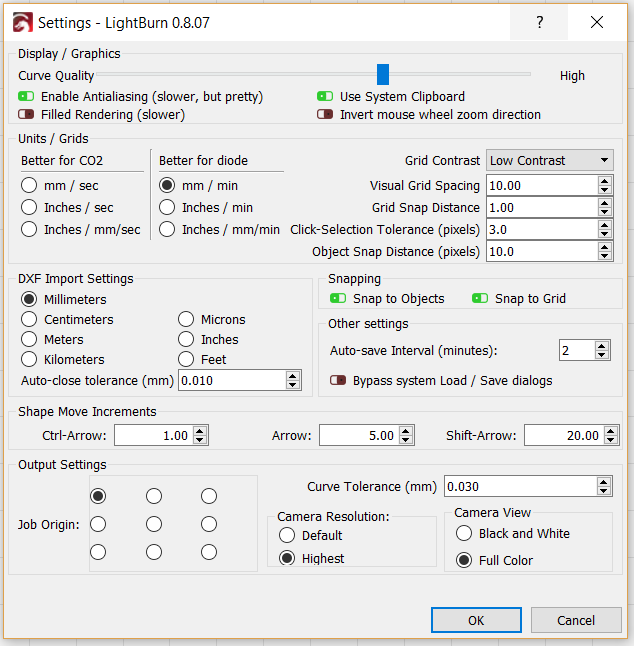
Set the Grid settings to mm/min
For some reason, setting the grid settings from mm/s to mm/min gives a better performance. So you can experiment with these settings. I speculate that this provides less overhead when converting coordinates into steps but not sure.
Speed and DPI hints
There is a relationship between engraving speed and DPI and the associated PWM frequency. The higher the engraving speed, the higher you need to set the PWM frequency via the Mini Gerbil settings command ‘$28’ (Grbl uses the $ sign as a token for configuration settings). It is set to default 5 which translates to 1.5kHz.
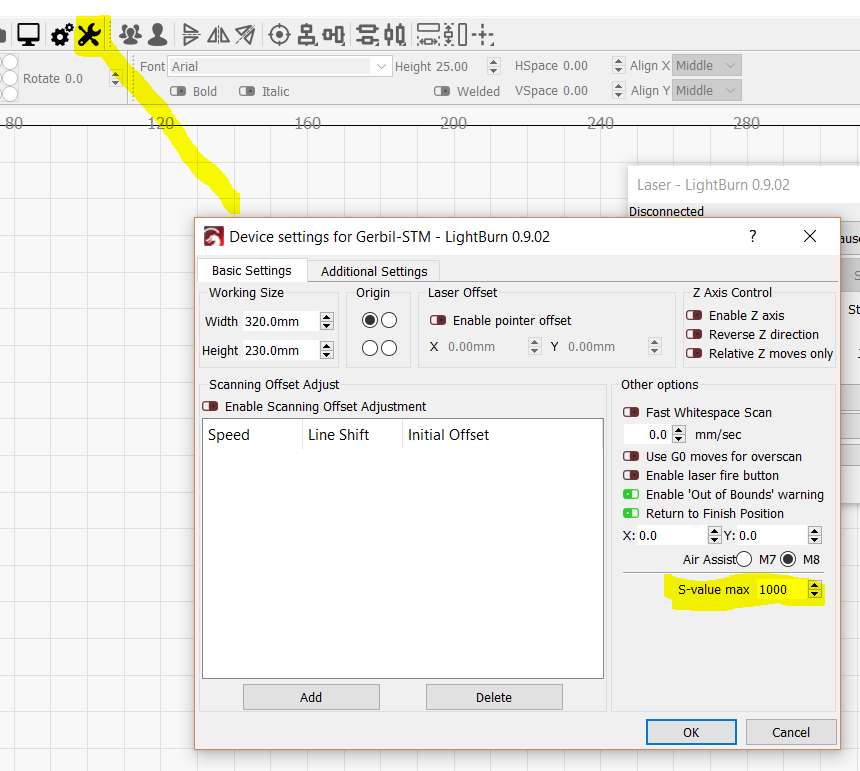
Power range (max power S parameter)
The S parameter is the max power that the laser produces. S=1000 means that when a user issues a G-code command for example G1 X100 Y100 F1000 S100 -> the S parameter here says 1/10 of the power (1/10th of 18mA is 1.8mA). This parameter must match the S parameter within the Mini Gerbil although you can change it to a custom value to suit your needs (make up for aging or worn tubes). In MG the S parameter is $30. E.g. $30=1000
When the out put of your laser is too weak because of age then you can tweak it to a lower value e.g. $30=500.
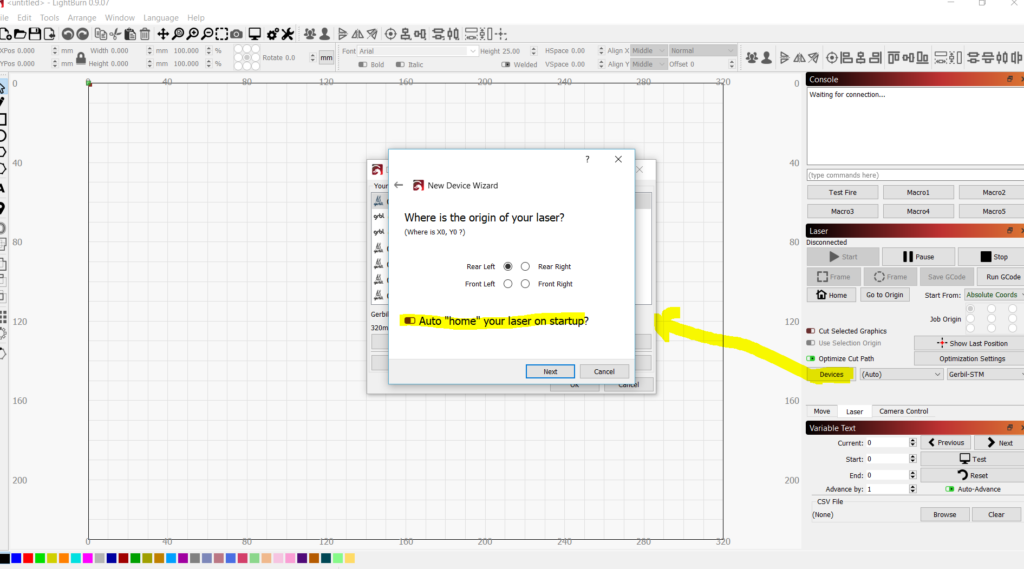
Auto homing on start up
Auto homing is great to ensure that the zero position is always the same. This is important for repeat jobs that uses a jig or when you want to optimise the use of the plywood.
However when you install the Mini on the first time, you might want to disable this to debug the machine because if the laser does not auto home it throws an alarm and you cannot move the axis unless you unlock the machine via the command $X. Just use the console and type $X <enter>. Then you can check the movement of the axis via the Move tab and arrows and test the direction (e.g. common error is Y axis moves opposite direction of the home. Turn the connector 180 degrees is the most simple solution)
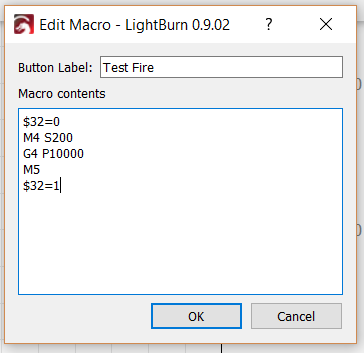
Test Fire button
The Test fire button on the K40 does not work anymore because the Mini now controls the LO (laser on or enable) signal on the Laser power supply. Issuing a M4 S100 (turn laser on with strength 100) won’t work becasue of Grbl’s safety feature of switching of the laser when the axis are stationary.
However you can use those commands in CNC mode, just issue a $32=0 and the machine is in CNC mode. M4 S100 turns now the laser on. The macro below is a simple trick to switch on the laser for a few seconds and turn it off. You can make a macro by left click on the macro button. The P parameter is the dwell factor in milliseconds. So adjust to your needs.
Curious about those $ settings we talk about? Have a read here …
I am having trouble setting up my machine. Home runs ok bur when I jog the Y axis it moves in the wrong direction. I believe this why I get an alarm if I try to run from the home position.
How do I reverse the Y axis?
Hi Charles, just turn the y axis connector around. Alternatively, ypu can change via config $3=0
Cheers Paul
Same problem here and if i switch the connector around the home function is also in reverse.
I don’t know how to config $3=0 thats is chinese to me 🙁
You can communicate with mini Gerbil via a G-code sender or LightBurn. There are a few simple configuration commands that allow you to set the settings. e have written a blog about that. https://awesometech1.wpengine.com/what-are-settings/
Also feel free to browse the website (installation and calibration instructions) and K40 forum since there is a lot of information on this topic (“how to”).
You do not need to re-flash the mini-Gerbil board to change the Baud rate?
No, just select the baudrate in Lightburn or any other laser driver software / G-code sender
What if Lightburn doesn’t give you an option to change the baud rate? Currently my gerbil is recognized as GRBL-STM.
In the LightBurn version below 0.9.0.0 you could set the baud rate. In later versions, this is set automatically to 230400 within the device driver (STM-Gerbil). I was disappointed that the developer has taken away this feature from the user but not much I can do about it since we only resell LightBurn…
We’ve a K40 with a ribbon cable, so not a lot of connections to the mini-Gerbil. But when we set Lightburn to STM-Gerbil (for the mini-Gerbil), it doesn’t shut the laser off during travel moves.
Is there a setting missing somewhere? Or is this an inherent hardware issue? If the latter? Any ideas where to go about looking to solve it?
It’s probably a bad connection between the Mini and the LO terminal. A loose LO contact keeps the laser on.
Hi
I have got the MiniGerbil running, but I have some trouble. My laser stops while it is running, and the massage is: erfor 8 or check door. I am using grblSTM, but sometimes it runs better on Grbl 1.1.
I have no switch on the door.
The ST! USB driver is installer.
What am I going to do?
Hans
I forgot to tell, that I am using Lightburn togethers with MiniGerbil. Sometimes it runs perfect, and then suddenly it stop again and again.
Hans
Hi Hans, the issue can lay in a few areas. Please use the Gerbil-STM driver in LightBurn. This driver understands which G-codes to use and has a higher Baudrate than Grbl1.1 driver. The errors you get are described here https://awesometech1.wpengine.com/gerbils-alarm-error-and-option-codes/ Error 8 seems to be issued when the data flows while the buffer is full and no buffer full is received at Lightburn. This can be caused by a bad USB cable or laser power supply interference. Try to run the laser without the laser head engaged (fire button de-pressed) and see if that works. Dan wrote an article about the grounding issues that causes groundloops and communication issues too. It can be found here https://awesometech1.wpengine.com/k40-laser-grounding-instructions/ Also check if there are additional electrical appliances e.g. air assist pump that can cause interference. Pls let us know if you got any further and write us an email with some photo’s. Thanks Paul and Dan
Sorry for the late answer, but for a long time my machine was working well. After mobning the laser, the problems returned, but yesterday I think I found out why.
I remounted the wire from the groundpin to the water, and now it seems that the problems are solved.
It night be the solution for other users, who has those problems.
Hans
Finally installed my Mini Gerbil on the K40 Laser. Had to flip around the connector for the X axis so that it would home properly. Similar issue to what was written above.
I also turned off Windows 10 power controls on the USB so that it would not be interrupted by the OS.
Using Light Burn 0.9.11 and it is detecting the board as a Gerbil M3 1.1e or earlier. My mini gerbil does in fact say 1.1revB on it.
It homes nicely. I can put in a cut pattern and without the laser active, it runs perfectly. No issues with the code for motion at all. However with the Laser on, it stops partially into the cut very early and throws an Alarm 3 error.
I have found another similar issue out there on the Lightburn blog and they went through all the things that I did, such as separating the power connections to make sure there were no dirty ground or dirty power share. Making sure grounds were working, etc…
The only time there is an issue is when the laser is actually firing. Which is a Big issue. Could it be that the PWM is maxing something out in the laser that is causing a disconnect with communications? I could faraday a box around the mini gerbil box but with the leads coming out of it, that would do little good as they would act like antennas anyway for RF interferences.
Does anyone have a successful installation they can share on the Mini Gerbil board Rev 1.1b, the K40 40 Watt Laser, and Lightburn settings?
I am a Covid 19 researcher and need to get some things cut out of acrylic and PET for Cytotoxicity testing and can not do it without this up and running. I made the upgrade to run this on Windows 10 and move to a better controller than the Nano. Everything appears to be working accept when the laser fires.
Hi William, The device driver in LightBurn is a G-code driver. So selecting the wrong driver, will have impact on the laser job. You need to select Gerbil-STM.
Also ensure that the S-parm is set correctly is both Mini ($30 setting) and Lightburn (spanner/screw driver icon). By default they are set to 1000.
When running the laser, never run this at full power since it reduces the lifespan of the CO2 tube considerably. We advice not to exceed 80% power setting.
Hi Paul
Nice guidances you give here 🙂
Could you tell what the max. settings are for the K40 in Power? Is it 255? (And run it max. at 204)
Please tell me where to turn off that the laser runs faster when not engraving (between letters etc.) This stuttering is awful to listen to 🙂
Kind regards
Per
Hi Per, the max S parm is 655535 (16 bits) and you can set it in the setting $30. The skipping of white space can be turned off in Lightburn (Device Settings spanner/hammer icon, fastscan aligned to the engraving speed or turned off)
Hi, i purchased the mini gerbil last year. Today i put it in my k40 with digital power lcd.
I used the STM Driver and turned auto home off. The result is: i can jog on the buttons, but i cant home.
if i tryto home, the mashine do way off 5mm and stops rapidly. After that i can unlock with $X. My problem is, i need to home! I purchased Lightburn today and iam very pissed of this. I reduce Acceleration for check, but doesent matter. what should i do.? i use the Ribbon version
Hi Max, check whether the limit switches work. Interrogate them via the question mark command in Lightburn. Our K40 forum has content on this as well our blogs. see https://awesometech1.wpengine.com/limit-switches-and-homing/