
error 24
Quote from Adrian Barrett on March 27, 2021, 9:04 pmtrying to figure out problems with either light burn or gerbil
at the moment im getting an error 24
error:24
Two G-code commands that both require the use of the XYZ axis words were detected in the block.
$i
[VER:1.1f.20190214:]
[OEM:Awesome.tech . MiniGerbil:]
[SER:0x000007.Date:20190214:]
[OPT:VMZL,15,254]
Target buffer size found
ok
thanks ade
trying to figure out problems with either light burn or gerbil
at the moment im getting an error 24
error:24
Two G-code commands that both require the use of the XYZ axis words were detected in the block.
$i
[VER:1.1f.20190214:]
[OEM:Awesome.tech . MiniGerbil:]
[SER:0x000007.Date:20190214:]
[OPT:VMZL,15,254]
Target buffer size found
ok
thanks ade
Quote from Paul on March 27, 2021, 10:13 pmHi Adrian,
Please can you post the file that you try to laser? Ideally the Lightburn project so I can see what happened. I suspect that the code tries to use a different flavour of gcode. Make sure that the selected G code driver in Lightburn is STM_Gerbil.
Cheers, Paul
Hi Adrian,
Please can you post the file that you try to laser? Ideally the Lightburn project so I can see what happened. I suspect that the code tries to use a different flavour of gcode. Make sure that the selected G code driver in Lightburn is STM_Gerbil.
Cheers, Paul
Quote from Adrian Barrett on March 27, 2021, 10:58 pmthe file im trying is just the letter N ive not got round to it successfully doing a complete burn unless i swap over to whisperer
it stops not even half way then i also get this
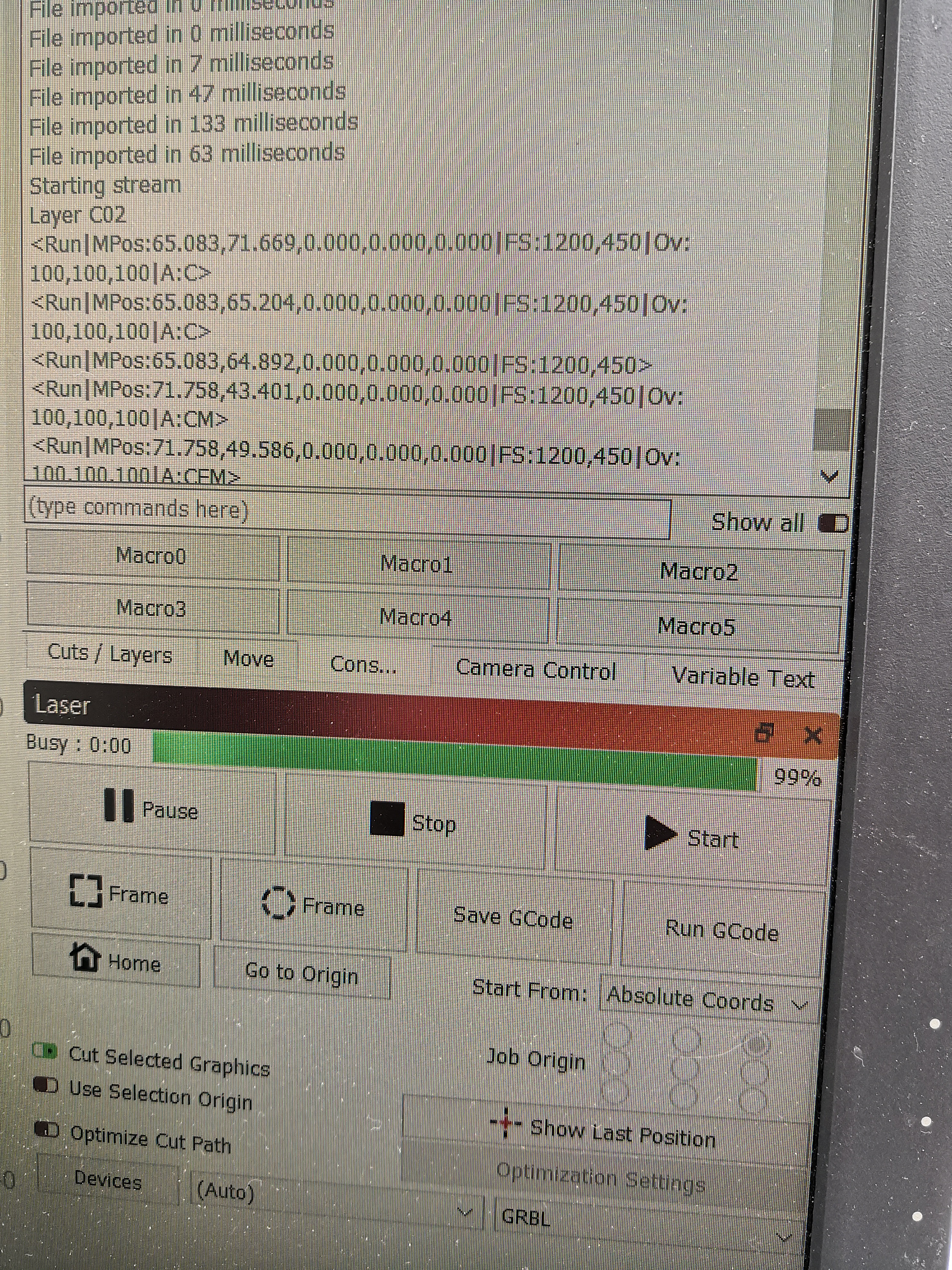
Layer C02
<Run|MPos:65.083,71.669,0.000,0.000,0.000|FS:1200,450|Ov:100,100,100|A:C>
<Run|MPos:65.083,65.204,0.000,0.000,0.000|FS:1200,450|Ov:100,100,100|A:C>
<Run|MPos:65.083,64.892,0.000,0.000,0.000|FS:1200,450>
<Run|MPos:71.758,43.401,0.000,0.000,0.000|FS:1200,450|Ov:100,100,100|A:CM>
<Run|MPos:71.758,49.586,0.000,0.000,0.000|FS:1200,450|Ov:100,100,100|A:CFM>
<Run|MPos:71.758,74.331,0.000,0.000,0.000|FS:1200,450|Ov:100,100,100|A:CFM>
Stream completed in 3:13
the file im trying is just the letter N ive not got round to it successfully doing a complete burn unless i swap over to whisperer
it stops not even half way then i also get this
Layer C02
<Run|MPos:65.083,71.669,0.000,0.000,0.000|FS:1200,450|Ov:100,100,100|A:C>
<Run|MPos:65.083,65.204,0.000,0.000,0.000|FS:1200,450|Ov:100,100,100|A:C>
<Run|MPos:65.083,64.892,0.000,0.000,0.000|FS:1200,450>
<Run|MPos:71.758,43.401,0.000,0.000,0.000|FS:1200,450|Ov:100,100,100|A:CM>
<Run|MPos:71.758,49.586,0.000,0.000,0.000|FS:1200,450|Ov:100,100,100|A:CFM>
<Run|MPos:71.758,74.331,0.000,0.000,0.000|FS:1200,450|Ov:100,100,100|A:CFM>
Stream completed in 3:13
Uploaded files:
Quote from Adrian Barrett on March 27, 2021, 11:40 pmRight I swapped the gerbil over for stock board and I had no problems cutting
Right I swapped the gerbil over for stock board and I had no problems cutting
Uploaded files:

Quote from Paul on March 28, 2021, 7:46 pmHi Adrian, from the photo I see you selected "grbl" as device G code driver instead of "STM_gerbil". Also the feed rate seems to be very high. The console shows that it processed 99% so I believe the g-code seems to be accepted. Try to run it at a lower speed and without the laser turned on to see what happens. This will give us clues where to look at.
When the motors stop mid way, it could indicate that the motor current is too high. Ensure the pots on the steps sticks are a quarter open. Check also the belts, very tight belts can lead to high current consumption.
If you need very high speeds then you can set the step resolution to 1/8th instead of 1/16th by setting the jumpers under each step stick (remove MS3) and half the values of $100 and $101.
Hi Adrian, from the photo I see you selected "grbl" as device G code driver instead of "STM_gerbil". Also the feed rate seems to be very high. The console shows that it processed 99% so I believe the g-code seems to be accepted. Try to run it at a lower speed and without the laser turned on to see what happens. This will give us clues where to look at.
When the motors stop mid way, it could indicate that the motor current is too high. Ensure the pots on the steps sticks are a quarter open. Check also the belts, very tight belts can lead to high current consumption.
If you need very high speeds then you can set the step resolution to 1/8th instead of 1/16th by setting the jumpers under each step stick (remove MS3) and half the values of $100 and $101.