
Five factors that make it technically work
- PWM frequency
- PWM range
- Motion
- Raster Information being fed
- Dynamic character of the tube
PWM frequency
This is the pulse train that the laser gets from the controller. The controller is digital and cannot send an analogue signal so it sends pulses of a certain width. 0 width means white and full width means black or full power. If the frequency is too low then the laser head has to move slow to allow to get an engraving because the beam is very narrow. If it’s too high than the beam get too wide and the picture get blotchy. The sharpness of the engraving directly relates to the PWM frequency (between 30-244Hz).
PWM range
99% of gray scale pictures are 8bits or 256 levels of grey shade pictures. The laser beam only works is a very narrow range to deliver those 256 shades. The range is 0-4 mA out of 18mA or 0-1 Volt out of a 5V scale. However the laser needs a full 5V signal to get it started. So the pulse train must hit the 5V as narrow pulses. Adding a resistor or potentiometer in normal 8bits range controller does not really work hence you need a range of 1024 or 10 bits to fit 256 shades within that range instead of a range 255 or 8bits with 256 values.
Motion
High power means the head must move faster to reduce the burn in the wood. That’s what we want because that gives us productivity (time in money). However high power means a wider beam and less sharp pictures. Too high speed also leaves too little time to process the motion planner and the g-code parser to process the incoming data. Next to this, Grbl uses something called AMASS. It’s an improved Bresenham algorithm that allows adaptive smoothing of the x-y axis movements. Since the solution is digital, motion happens in tiny steps which introduces errors called aliasing (see it as staircase drawing instead of a straight line). Where the drawing or cutting turns and corners are very tiny, Grbl increases its stepping resolution (takes smaller steps in the ‘staircase’ line) to match the required cutting accuracy. The electronic hardware does have step sticks that allows micro steps (i.e. steps between two poles of the stepper motor) and therefore fully exploits this AMASS feature. The result is a very smooth cut!
Raster information (applies to engraving only)
The more information, the better the engraving. Standard engraving in the eBay machine is 150 dpi (dots per inch) which is not good enough for quality picture. You need at least 380dpi. That means more information to process for the motion planner and parser so you need to drop the overall engraving speed which means less productivity. This were the Inkscape plugin comes in to help us to achieve this higher resolution. We have extended the resolution in the plugin to give us that option to engrave at 380 dpi.
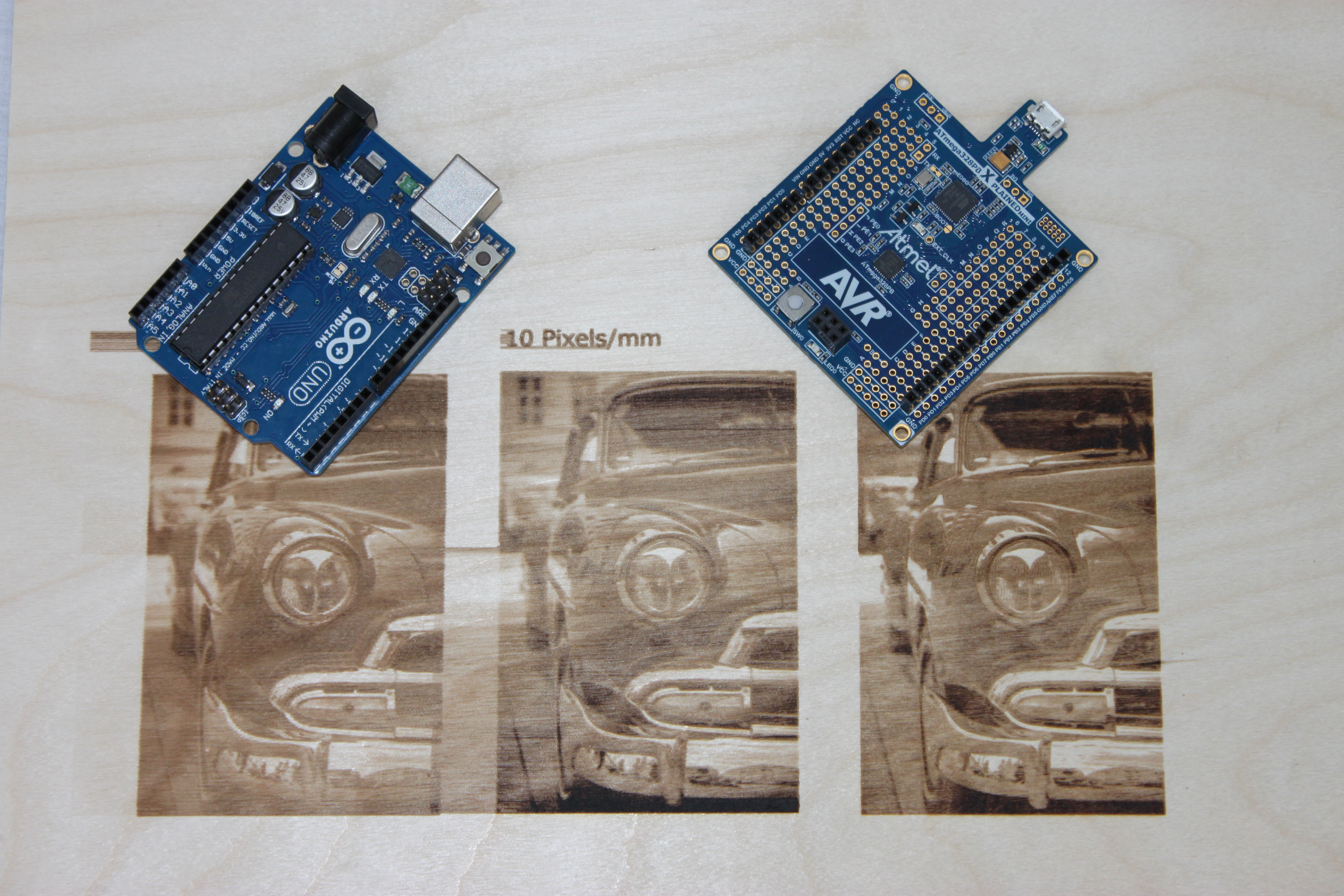
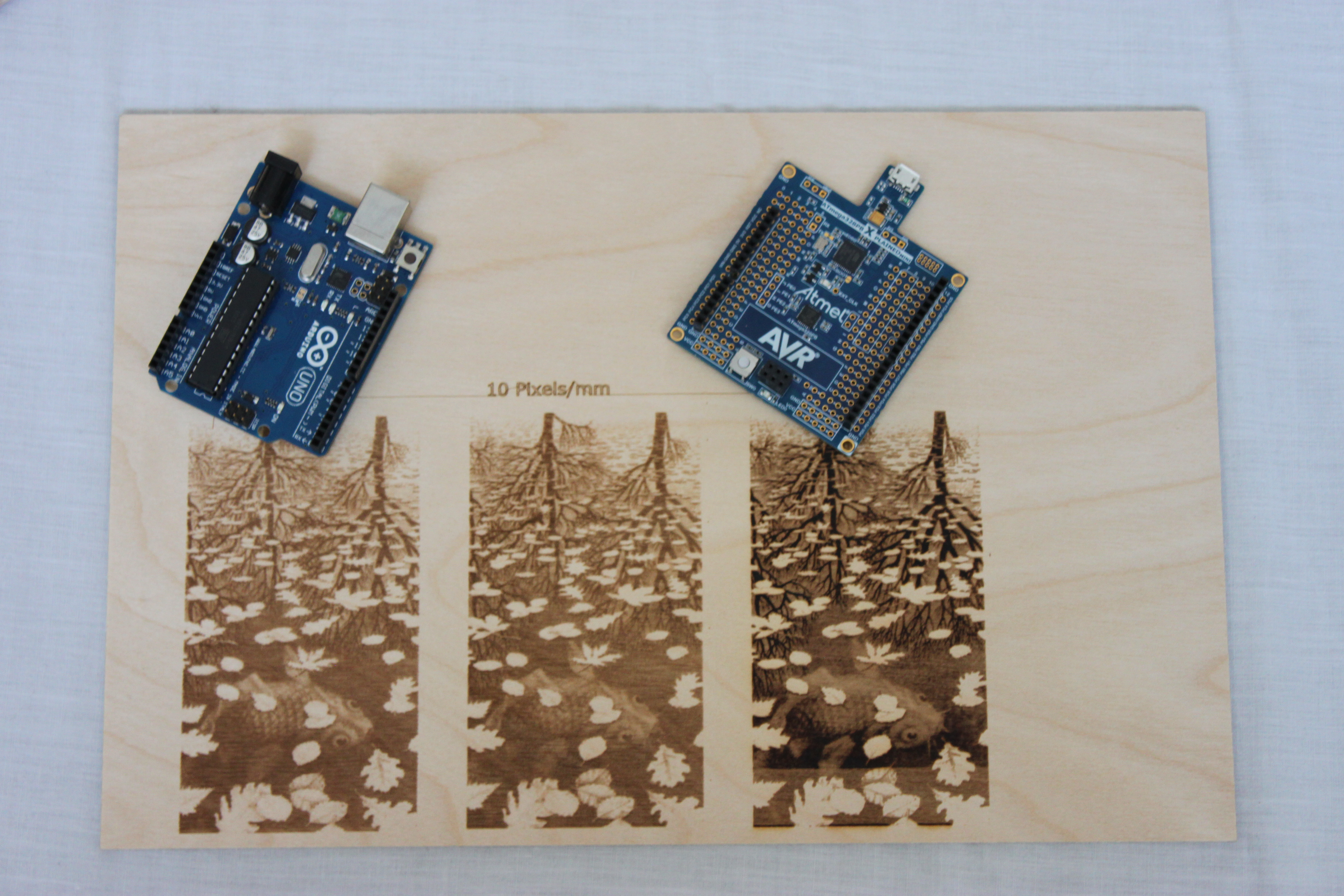
Three pictures above show the improved resolution: from left to right 5, 10 and 15 pixels/mm (or 127, 254, 380 Dots per Inch).
Dynamic character of the tube
The tube has a dynamic profile that needs to be matched. It’s fairly linear but the black is a bit over expressed and the white-light grey areas are under expressed. You can compensate for that by enhancing the picture but that means extra work and less productivity. Again this is the area of the Inkscape plugin modifications. Next to this you should keep the gas in the tube ionised at all times to prevent the start up time to be added for each pixel that the laser needs to burn. Also it positively influences the life span of the tube when keeping it ‘working’ at all times during engraving.
The golden combination
The ideal combination of these five factors provides the stunning engraving or almost carving results and make the pictures coming to live and pop out. You can choose to have quick results with less raster information or choose the best resolution with less speed. We have worked out the maximum speed per resolution dpi and incorporated that into the DPI selection. You still can choose to lower the speed via the plugin or the G code sender. Or decrease or increase the laser power for specific art applications.
Factors that make it practically work for people
- Seamless toolchain
- Solution simplicity
Seamless Toolchain
End to end process steps that seamlessly work together without complex conversions and or activities between steps. You see that in a lot of machinery like lathes where you can clamp things into place with one single action which gives you speed instead of having to screw in the cutting tools and adjust it etc. These are tiny time savers but it all adds up because of the repetitive nature. The toolchain for operating the laser here has three steps: Inkscape, a Plugin to generate G code, and a G-code sender.
- Inkscape where you draw or import the design to be cut or the picture you want to engrave
- The plugin where you generate the vector or raster G-code. That’s where the heavy lifting and conversion happens
- A G-code sender which streams the G-code to the Arduino controller
Overall simplicity of the solution
Simplicity in features enables you to use simple software and hardware solutions. The G-code is a lightweight protocol that tells the controller to move from a location to another location with a certain speed. Addition tool codes tells it to switch a spindle on or off or in our case a laser commands: M3, M4, M5 with a certain revolutions or power (the ‘S’ command followed by a number). The old standard for lasers and plotters was HPGL which was complex and required way more resources. My old HPGL laser has a huge controller (PC size) and encoders to feed back the position. The simple solution does not use rotary feedback and relies on the stepper motors doing their job. Next is the automation of settings. If you must dial-in n settings for each job it becomes labor intensive and you never get it right because of the number of permutations and remembering those combinations correctly. Ideally the software works out the settings and best possible combination of speed, power and motion.