
Unfortunately CO2 laser tubes change performance with age, so calibration is the process of iteratively tweaking various settings to maximise the appearance of your engravings. Right at the moment, the process is pretty technical in nature. We’ll keep working to make it a more user friendly process, but in the meantime:
Steps
1 Download the cncjs software to allow you to send g-code commands to your Gerbil.
2 Set the electrical current flowing through your laser tube by varying the ‘engraving range’ parameter, signified by $30. Start with a value of 1024.
3 Import a small picture with a range of grey intensity into Inkscape. Inside the engraving extension menu, set the highest quality and slowest of all settings:
- set a Grayscale value of 256 and a resolution of 15 pixel (380 dpi).
- set the engraving speed between 1000 and 1200 mm/s
The Inkscape engraving settings are shown below. 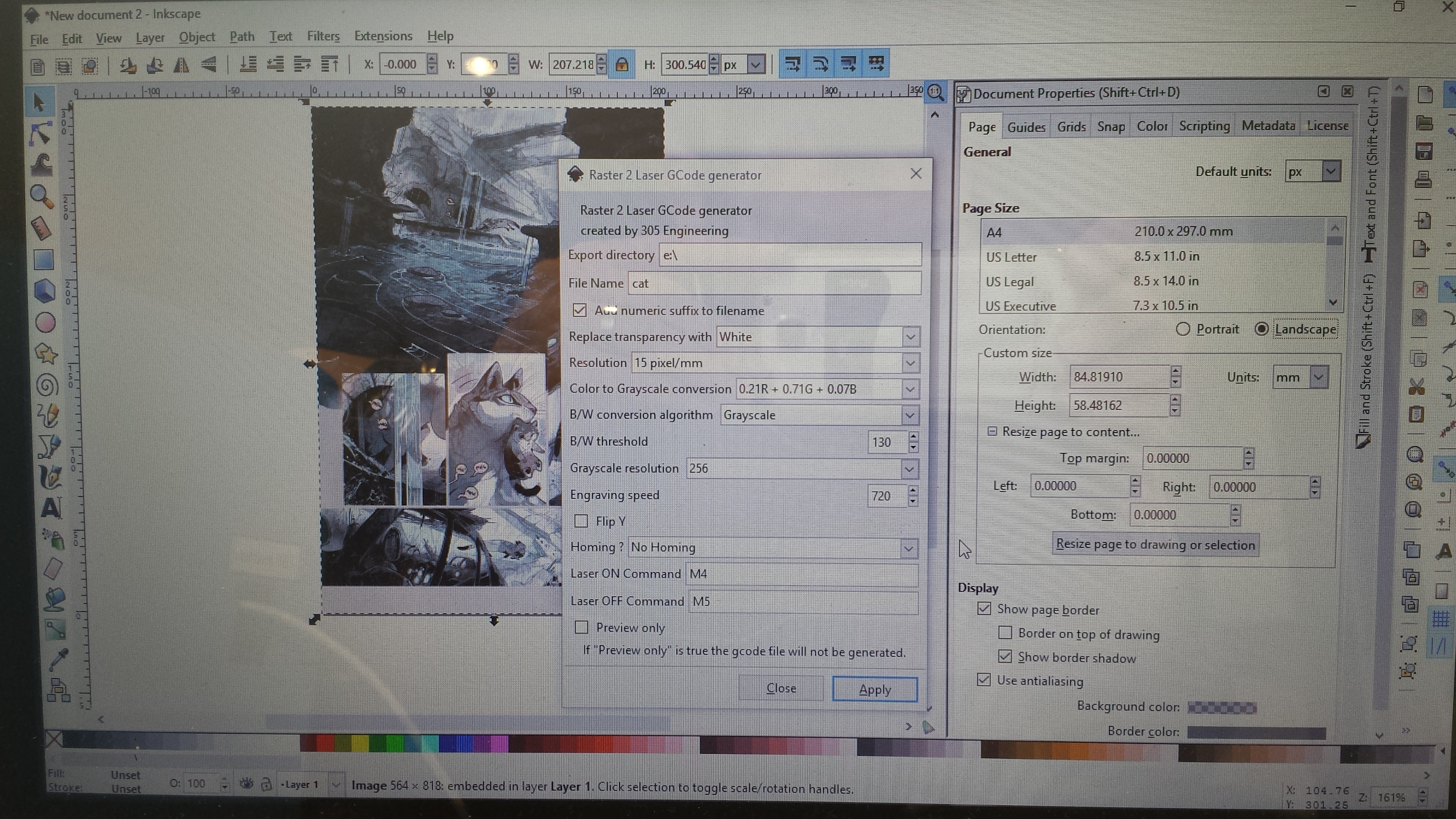
4 Output the g-code file and send via cncjs.
5 Examine the focus – If the image is out of focus, position the work piece (plywood) higher or lower. Typical lens focus on these machines is 50.2 mm.
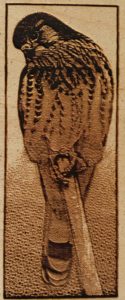
The picture above shows the engraving being out of focus, notice the faint tree stump details with the pictures below.
6 Examine the image darkness – when the engraving is too dark then increase the engraving range parameter ($30) to 1700. When it’s too light, lower it.



The engraving range parameter value will depend on the quality characteristics and age of your CO2 laser tube.
Tips on time-efficient calibration
- Some G-code senders like cncjs allow you to change the laser intensity and speed on the fly, so you can play around with it until you’re happy.
- The time to engrave the above image was about two hours. A lower grayscale value or resolution will allow you to run the controller faster than 1200 mm/s. If you see the motors stutter then it means you’re driving the controller too fast at a given level of resolution !
Advanced – tuning laser PWM frequencies
Your Gerbil is configured with a default PWM frequency of 244 Hz which gives the best results. The trade off is:
- Lower frequencies like 122 and 60 Hz increases the grayscale, but takes more time since the dots are placed slower (less resolution).
- Higher frequencies like 1kHz, 1.9kHz, 7.5kHz and 15kHz are possible, but the grayscale spectrum just vanishes because of the CO2 tube’s characteristics, but resolution improves.
You can configure the PWM laser frequency via CNCjs or any g-code command terminal. Click into the command console (black square field in CNCjs) and use the instructions on github (https://github.com/paulusjacobus/grbl/wiki/Configuring-Gerbil-Grbl-v1.1e ) to set the PWM frequency. It’s a custom developed $28 command i.e. ‘$28=0’ to set it to 244Hz etc.